
Principle of CD welding
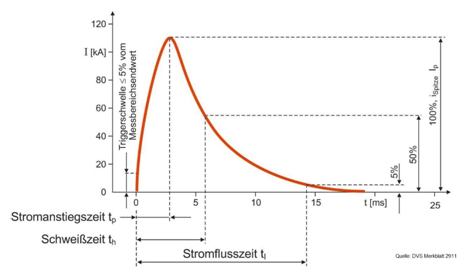
Capacitor discharge welding has been used since the mid 50s for selected welding tasks, due to the short current increase time and the comparatively low and rapid heat input in comparison to conventional spot or projection welding.
Capacitor discharge welding is generally known in the abbreviated form as CD welding or capacitor pulse welding. Capacitor discharge welding belongs to the group of conductive resistance pressure welding processes. It applies as a possible current source for projection welding, although it is also applied as resistance spot welding. Today, it is projection welding that dominates. The process is characterised by one joining partner exhibiting a hump-like contour so that the current flow is concentrated on the contact surface. With resistance spot welding, the necessary current concentration is realised through the geometry of the electrode tip. Whilst resistance spot welding is increasingly employed in body shell construction or when connecting thin sheet parts, capacitor discharge welding is used in diverse applications for example in gear manufacturing or when joining weld nuts and bolts with different material and wall thickness combinations, in order to save weight, energy and resources.