
Process monitoring is indispensable
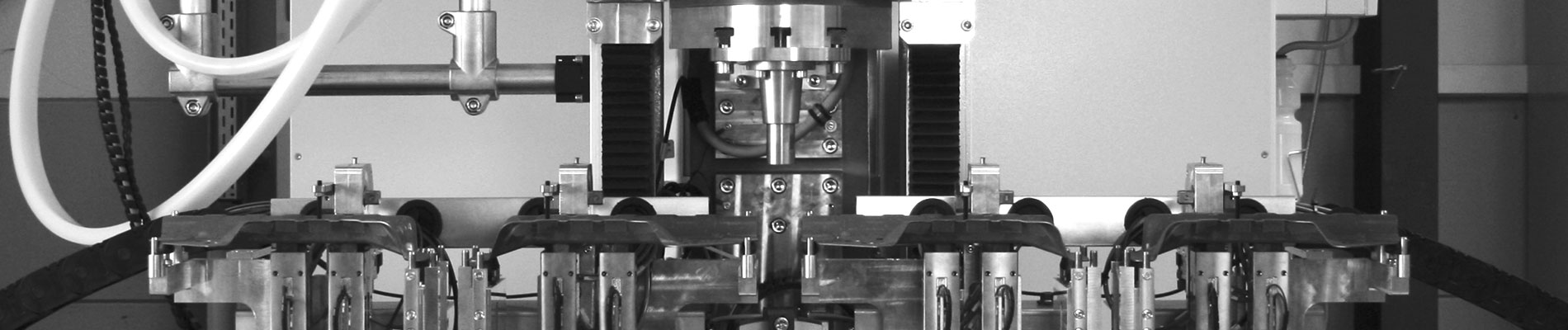
Capacitor discharge machines (CD machines) are predominantly used in series production, in which many hundreds of parts are welded per shift. No process for the online testing of the welded connections (similar to the previously applied ultrasonic test methods for resistance spot welding) is known and non-destructive testing is rarely used. Therefore, cyclically produced parts are withdrawn from the production process and subjected to destructive testing in accordance with the QA specifications. In order to ensure that these random samples are representative of the connections welded in the interim period, effective process monitoring is essential.