Das Kondensatorentladungsschweißen erfolgt mit einem sehr hohen, kurzzeitigen Stoßstrom (bis 1 000 kA), der über eine transformierte Kondensatorentladung bereitgestellt wird. Angewandt wird es hauptsächlich zum Buckelschweißen.
Durch das Zünden eines Thyristors wird die Ladung einer Kondensatorenbank über einen Impulstransformator sekundärseitig über die Elektroden in die Fügeteile geleitet. Dieser mit kurzer Stromanstiegszeit erzielte Stoßstrom bewirkt eine im Vergleich zu anderen konduktiven Widerstandsschweißverfahren sehr hohe Erwärmungsgeschwindigkeit der Fügestelle, die in einer flächigen und stoffschlüssigen Verbindung der Fügepartner resultiert.
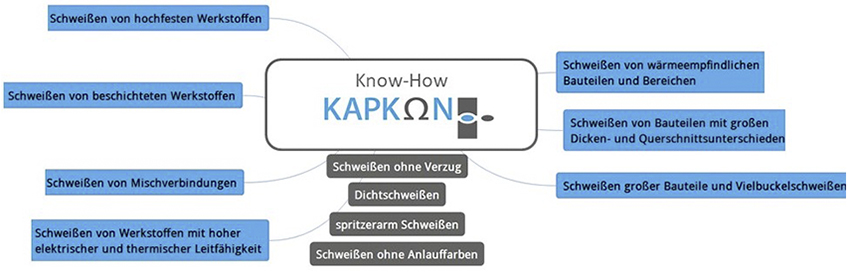
Kapkon verfügt über Kondensatoren-Kombinationssysteme (CP), die parallel geschaltete Kondensatoren mit unterschiedlichen Kapazitäten für den KE-Schweißprozess nutzen kann, wodurch eine Aufteilung des Stromverlaufs auf mehrere Pulse ermöglicht wird. Dies erzielt eine weitere Steigerung der Prozessfähigkeit, wodurch eine effizientere Produktion gewährleistet wird.
Weiterführende Informationen erhalten Sie hier
Vorteile:
- übliche Schweißzeiten unter 20 ms
- sehr kurze Schweißzyklen realisierbar
- geringe notwendige elektrische Anschlussleistung, geringe Netzbelastung
- hoher Wirkungsgrad
- kurzzeitige, lokale Wärmeeinbringung
- geringe thermische Belastung der Bauteile und Elektroden
- geringer Elektrodenverschleiß
- hohe Prozesssicherheit durch reproduzierbare Kondensatorentladung
- gute Automatisierbarkeit, Überwachung und Dokumentation
KAPKON spezifische Vorteile:
- Verwendung der 1300 V-Ladetechnik (Niederspannungsbereich):
- Betriebstechnisch für den Kunden:
- Niederspannungsbereich – keine Erschwernisse durch Mittelspannung (wie bspw. besonderes elektrotechnisches Personal, Wartungen schneller durchführbar)
- Verwendung von Standardkabeln mit max. Isolationsspannung von 1000 V (1300 V entspricht Effektivwert der Entladespannung von rund 930 V)
- meist keine Kühlung notwendig
- Fügeprozesstechnisch:
- geringere Impulstransformatorübersetzungsverhältnisse, kürzere Stromanstiegszeiten und höherer Spitzenstrom bei identischer Kondensatorladeenergie
- Sättigung des Impulstransformatorkerns vermeidbar
- Möglichkeit des Einsatzes der Kombipulstechnik: zur Steigerung der Prozessstabilität und für anspruchsvollste schweißtechnische Vorhaben
- vollständige Beschreibung des Betriebsverhaltens der Anlage: in Form eines Maschinenpasses, der als Qualitätskriterium herangezogen werden kann.
Nachteile:
- der Ziel-Schweißstrom ist über die variable Größe der Kondensatorladespannung einzustellen
- eignet sich nicht zum Widerstandspunktschweißen
- hohe Anpresskräfte notwendig (> 6 kN)