

Aspekte des Kraftsystems und der Nachsetzeinheit werden hier nicht betrachtet.
Das elektrische System einer Kondensatorentladungsmaschine (KE-Maschine) beeinflusst das Schweißverhalten. Während der Bediener nur über die Ladespannung der Kondensatoren und damit über die dem Fügeprozess zugeführten Energie auf den Schweißvorgang einwirken kann, bestimmen letztendlich Widerstand und Induktivität der Maschine sowie die Kapazität der Kondensatorenbank – die Grundgrößen – den Stromverlauf. Während die Kapazität als kompakte Baugruppe in der Maschine angeordnet ist, setzen sich Gesamtwiderstand und -induktivität aus mehreren Hauptkomponenten zusammen. Wie das folgende Bild zeigt nehmen die Transformatorengrößen und die Induktivität des Sekundärkreises den größten Einfluss.
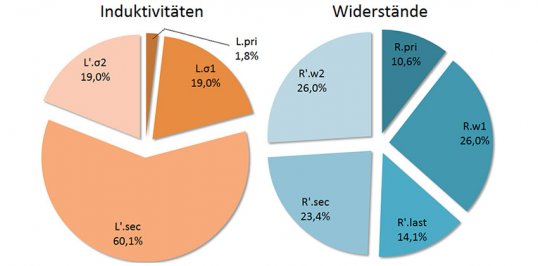
Anteile der Baugruppen an Gesamtinduktivität und -widerstand einer KE-Maschine mit: L.o1, L‘.o2 als Streuinduktivitäten und R.w1, R‘.w2 als Wicklungswiderstände des Transformators; R.pri, L.pri als Größen des Primär- sowie R‘.sec, L‘.sec des Sekundärkreises und R‘.last dem Lastwiderstand.
Lt. einer weit verbreiteten Meinung lassen sich Schweißparameter nicht von einer KE-Maschine auf eine andere übertragen. Dieses Manko ergibt sich aus den unbekannten Grundgrößen der Maschinen und stark vereinfacht benannten Schweißparametern, die sich fast ausschließlich in der Angabe von Energie E und Spitzenstrom IP beschränken. Die beiden Kurven im folgenden Bild besitzen danach mit E = 8,45 kWs und IP = 105 kA identische Parameter zeigen aber stark abweichendes Schweißverhalten.
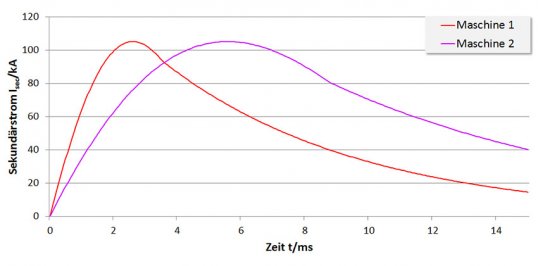
Stromkennlinien von zwei Maschinen mit unterschiedlichen Grundgrößen aber identischen Schweißparametern.
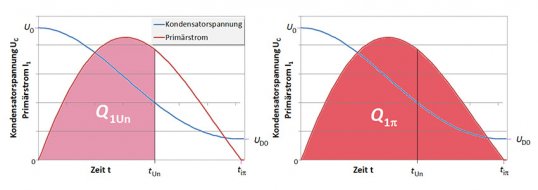
Kapkon beendet diesen Zustand der Arbeit mit KE-Maschinen als dem „Unbekannten Wesen“. Es wurde ein Verfahren entwickelt, mit dem die Grundgrößen einer beliebigen Maschine messtechnisch ermittelt werden können. Für die Überprüfung wird die KE-Maschine ohne Freilaufzweig bei unterschiedlichen Ladespannungen im Kurzschluss und zusätzlich mit einem definierten Lastwiderstand betrieben. Die Versuchsreihen sind für jeden Kondensator einer Maschine und für jedes Übersetzungsverhältnis des Transformators auszuführen. Gemessen werden jeweils die Stromflussdauer tiπ, die Anfangsladespannung U0 und Rückladespannung UD0 sowie die Strom-Zeit-Integrale über die Entladezeit tUn des Kondensators Q1Un und über die Stromflussdauer Q1πn des Primärstroms.
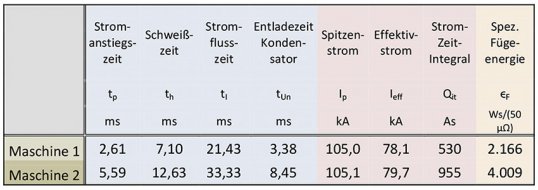
Auf der Grundlage lassen sich die Grundgrößen berechnen, die für die zwei Maschinen mit den im Bild oben dargestellten Stromkennlinien lauten:

Die unterschiedlichen Grundgrößen liefern die elektrotechnische Erklärung für die Stromverläufe. allerdings lassen sich kaum die Schweißeigenschaften ableiten. Deutlich besser lassen sich diese erkennen, wenn die Schlüsselparameter gegenübergestellt werden: